Blenderで3Dプリントを極める:なめらかな「角」を作る2つの必勝法
3Dプリント用のモデリングにおいて、エッジの処理は作品の完成度を左右する重要なステップです。鋭利すぎる角はプリントエラーや破損の原因になり、逆に丸めすぎると造形がボケてしまいます。
今回は、Blenderで最も効率的に、かつ綺麗に「なめらかな角(フィレット/面取り)」を作る2つの方法を解説します。
方法1:ベベル(Ctrl + B)
—— シンプルな形状や、特定の角だけを素早く処理したい時に
最も基本的で直感的な方法です。メッシュの特定の辺に対して、直接「面取り」を施します。
手順
編集モード(Tab)で、丸めたい辺を選択します。
Ctrl + B を押し、マウスを動かして幅を調整します。
マウスホイールを回転させることで、分割数(セグメント)を増やし、滑らかさを調整できます。
3Dプリントに向けたアドバイス
セグメント数に注意: 画面上では綺麗に見えても、分割が少なすぎるとプリント時に「カクつき」が目立ちます。出力サイズにもよりますが、3〜5分割程度あると滑らかに見えます。
スケールの適用: オブジェクトモードで拡大縮小している場合、ベベルが歪むことがあります。必ず Ctrl + A > 全トランスフォーム を適用してから行いましょう。
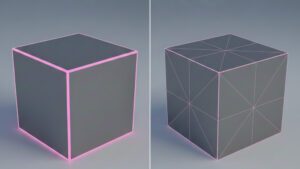
方法2:サブディビジョンサーフェス + クリース
—— 複雑な曲面を維持しつつ、エッジの鋭さをコントロールしたい時に
「全体を丸くしたいけれど、特定の角だけは少しエッジを立たせたい」という場合に最強の組み合わせです。
手順
オブジェクトに サブディビジョンサーフェス モディファイアーを適用します(Ctrl + 2など)。
編集モードで、エッジを立たせたい辺を選択します。
Shift + E を押し、マウスを動かすか数値を入力して「クリース(折り目)」の強さを調整します。
値:0 … 完全に丸まる
値:1 … 鋭い角を維持する
3Dプリントに向けたアドバイス
「ほどよい角」を作る: クリースの値を「0.7〜0.9」程度に設定すると、完全な直角ではない、実製品のような「手当たりの良い角」が作れます。
書き出し時の注意: STLやOBJで書き出す際は、必ずモディファイアーを「適用(Apply)」するか、書き出し設定で「モディファイアーを適用」にチェックを入れてください。
クリースの詳しい使い方はこちら↓
【FDM方式限定】プリントを成功させる「角」のテクニック
FDM(熱溶解積層)方式の3Dプリンターを使う場合、Blender上の見た目以上に気を配るべきポイントが2つあります。
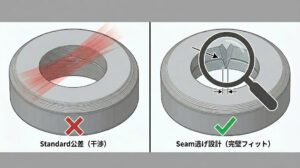
1. 「底面」の角にはベベル(面取り)を避ける
FDM方式では、造形物がプラットフォームに密着する必要があります。底面の角に大きなベベル(丸み)をつけてしまうと、接地面積が減って剥がれやすくなったり、最下層が自重で潰れる「象の足」現象と干渉して見た目が汚くなったりします。
対策: 底面はフラットにするか、丸めるのではなく45度の「C面取り(チャンファー)」にすると、サポートなしでも綺麗に印刷できます。
2. オーバーハング(浮いている角)の角度
水平に対して45度以上の急な角度で角を丸めると、積層が空中に浮いてしまい、糸を引いたり表面が荒れたりします。
ベベルの場合: セグメント数を増やしすぎると、頂点付近が水平に近くなりプリントが乱れます。
クリースの活用: サブディビジョンをかける際は、形状が「垂れ下がらない」ようにクリースの値を調整し、極力45度〜60度以内に収まるようなカーブを意識しましょう。
3. 積層跡(ステップ)を考慮した分割数
FDMには「積層ピッチ」があるから、実は細かすぎる分割数は意味をなさないことが多いんだ。 例えば、0.2mmピッチで出すなら、それ以下の細かなベベルの分割は無視されるか、逆に中途半端な段差として現れてしまう。
Tips: 出力サイズと積層ピッチを考えて、「この丸みは何層で構成されるか?」を意識すると、無駄にポリゴン数を増やさずに済みます。
まとめ
3Dプリントは「物理的な実体」を作る作業です。画面を拡大して綺麗に見えても、プリントしてみると角が立ちすぎていて痛かったり、逆に丸すぎてディテールが潰れたりします。
まずはベベルで基本を抑え、より高度な形状管理が必要になったらクリースを活用してみてください。