はじめに
Blenderでモデリングが完成したとき、「そのままスライサーに持っていったら印刷がうまくいかなかった」という経験をした方は多いはずです。
原因のほとんどは、3Dプリント用に必要なBlender 3Dプリント チェックリストの確認を飛ばしていることにあります。この記事ではBlender 5.1を使って、印刷前に必ずやるべき6項目をリスト形式でまとめました。
印刷前チェックリスト(全6項目)
| # | チェック項目 | ひと言まとめ |
|---|---|---|
| 1 | スケール・単位 | mmで作られているか、スケールが適用済みか |
| 2 | 法線の向き | 面の表裏が正しい方向を向いているか |
| 3 | Non-manifold(非多様体) | 穴・内部面・重複頂点がないか |
| 4 | 壁厚 | ノズル径に対して薄すぎる部分がないか |
| 5 | オーバーハング | サポートが必要な箇所を事前に把握しているか |
| 6 | エクスポート形式 | STLとSTMFのどちらで出力するか |
それぞれ詳しく解説します。
1. スケール・単位を確認する
なぜ重要か
Blenderのデフォルト単位は「メートル」です。スライサー(Bambu Studio等)はファイルを読み込んだとき、単位をmmとして解釈します。そのため、Blenderで「1m」のつもりで作ったモデルは、スライサー上では「1000mm」の巨人になります。
確認手順
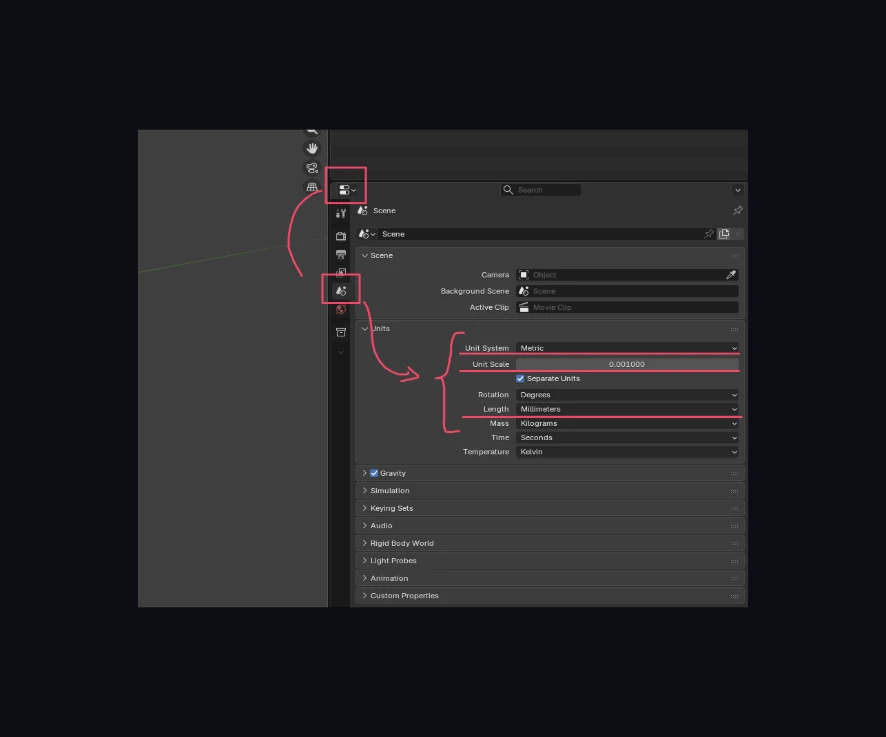
① シーンの単位をmmに設定する
- 「プロパティ」パネル →「シーン」タブ(カメラアイコン)を開く
- 「単位」セクションで「単位系:メートル法」「単位スケール:0.001」に設定する
- または「単位系:なし」のままミリメートルとして扱う運用も可
② スケールを適用する(Apply Scale)
モデリング中にS(スケール)キーで拡縮した場合、オブジェクトのスケール値が1以外になっていることがあります。スライサーへのエクスポート前に必ず適用します。
- オブジェクトモードでモデルを選択
Ctrl + A→「スケール」をクリック- 「プロパティ」→「オブジェクト」タブのXYZスケールがすべて「1.000」になっていればOK
2. 法線の向きを確認する
なぜ重要か
3Dプリンタのスライサーは、メッシュの「面の表側」と「裏側」を区別してモデルの内外を判断します。法線(面の向き)が裏返っていると、スライサーが内外を誤認識し、印刷できない・おかしな形になるといった問題が起きます。
確認手順
① オーバーレイで法線を表示する
- 編集モードに入る(
Tabキー) - 3Dビューポート右上の「オーバーレイ」ボタン(丸が重なったアイコン)をクリック
- 「法線」セクションで「面の法線」アイコンをオンにする
- 青い線が外側に向いていればOK。内側を向いている面が裏返っている
② まとめて修正する
- 編集モードで全選択(
Aキー) Alt + N→「外側に揃える」(Recalculate Outside)を選択- 自動で修正されない場合は、該当の面を選択して
Alt + N→「反転」
詳しくは、こちらの記事から見れます。(表裏を確認する方法)
3. Non-manifold(非多様体)を確認する
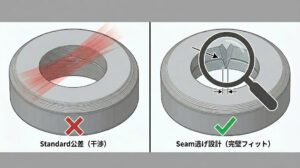
なぜ重要か
「Manifold(多様体)」とは、ひとつのエッジに面がちょうど2枚接している、水が漏れない閉じたメッシュのことです。穴が空いていたり、内部に余分な面があったりすると「Non-manifold(非多様体)」の状態になり、スライサーが正しく処理できません。
確認手順:3D Print Toolboxを使う
3D Print Toolboxは、Blender公式のExtensionsとして無料で配布されています。Blender 5.1で使用するには、Extensions経由でインストールします。
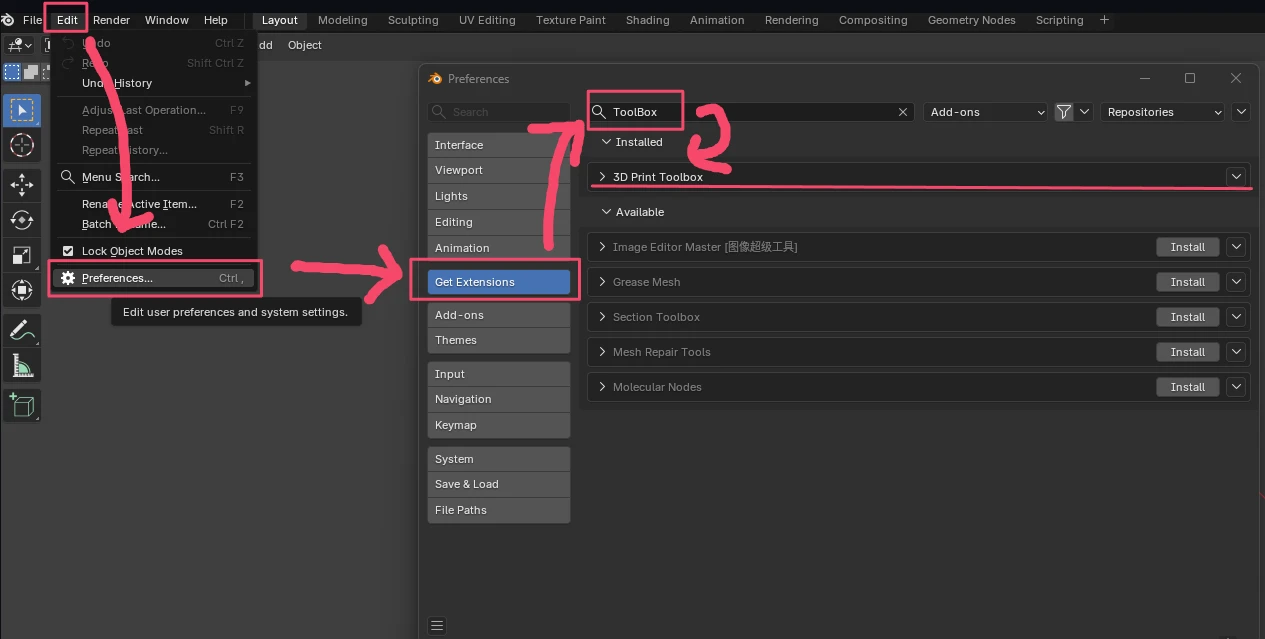
① インストール方法
- Blenderのメニューバー「編集」→「プリファレンス」→「アドオン」タブを開く
- 右上の「拡張機能を取得」ボタンをクリック(オンライン接続が必要)
- 検索欄に「3D Print」と入力し「3D Print Toolbox」をインストール
② Non-manifoldの確認
- オブジェクトモードでモデルを選択
- 3Dビューポートの右サイドバーを開く(
Nキー) - 「3D-Print」タブをクリック
- 「チェック」セクションで「すべてチェック」ボタンを押す
- 「Non Manifold Edge」の数字が0であればOK
③ 自動修正を試みる
「クリーンアップ」セクションの「Make Manifold」ボタンを押すと、単純な穴や不要な面を自動で修正できます。ただし複雑な形状の場合は手動修正が必要になります。
4. 壁厚を確認する
なぜ重要か
FDM(熱溶解積層)プリンタのノズル径は一般的に0.4mmです。それより薄い壁はスライサーが「印刷不可」と判断してスキップすることがあります。
確認手順
3D Print Toolboxの「チェック」セクションで「壁の厚さ」チェックを実行します。
最低壁厚の目安(FDMの場合)
| ノズル径 | 推奨最低壁厚 |
|---|---|
| 0.4mm | 0.8mm以上(ノズル径×2) |
| 0.6mm | 1.2mm以上 |
※BambuLab A1 miniの標準ノズルは0.4mmです。
【要検証:BambuLab公式の最低壁厚推奨値があれば差し替えてください】
薄すぎる部分が検出された場合は、編集モードで該当箇所を厚くするか、スライサー側の「壁の数」設定で対応します。
BambuLab A1 mini(アフィリエイトリンク)
純正のノズル(0.6mm)
5. オーバーハングを確認する
なぜ重要か
FDMプリンタは下の層の上に積み重ねて造形します。45〜60度以上のオーバーハング(張り出し)があると、サポート材なしでは正しく印刷できません。設計段階でオーバーハングを把握しておくと、印刷方向やサポートの要否を事前に判断できます。
確認手順
編集モードにて3D Print Toolboxの「チェック」セクションで「オーバーハング」チェックを実行します。角度の閾値(デフォルト45度)を超える面が選択されます。
対策の選択肢
- サポートが多い → モデルの向きを変えて印刷する
- 設計変更可能 → オーバーハング部分を45度以内に修正する
- やむを得ない → スライサーでサポート材を追加する
6. エクスポート形式を選ぶ
基本はSTL
Blender 5.1では、STLが標準機能としてエクスポートできます。Bambu Studioを含む主要スライサーはすべてSTLに対応しており、最初の一本目の選択肢として問題ありません。
エクスポート手順
ファイル→エクスポート→STL (.stl)を選択- 「シーンの単位を適用」にチェックを入れる【要検証:Blender 5.1でのオプション名を実機で確認してください】
- 書き出し先を指定して「STLをエクスポート」をクリック
3MFを使いたい場合
3MFはスケール情報や色・マテリアル情報を含める形式で、Bambu Studioとの連携に有利です。ただしBlender 5.1には3MFエクスポートが標準搭載されていないため、別途アドオンのインストールが必要になります。
まずはSTLで始めて、必要になったタイミングでアドオンを導入するのが現実的な順序です。
まとめ:印刷前チェックリスト(コピー用)
□ スケール・単位:単位mmを確認、Apply Scale済み
□ 法線:外側向きを確認(Recalculate Outside実行)
□ Non-manifold:3D Print Toolboxで0件を確認
□ 壁厚:最低0.8mm以上(0.4mmノズルの場合)
□ オーバーハング:45度超の箇所を把握済み
□ エクスポート:STLで出力済み(「シーンの単位を適用」にチェック)